
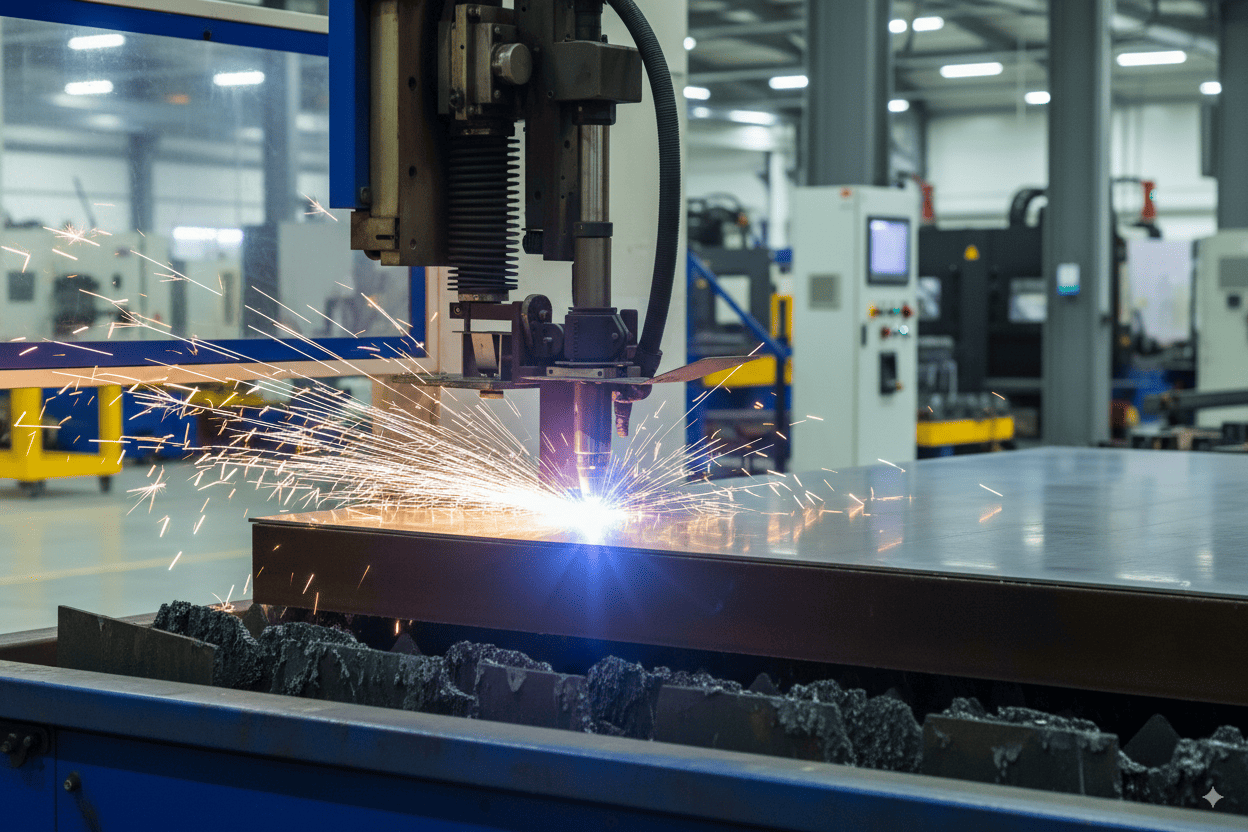
什麼是雷射飛切技術?高速雷射切割的運作原理
飛切技術(Fly Cutting)是一種在切割頭與工件保持連續相對運動過程中完成雷射切割的加工方式。與傳統「停切」方式不同,飛切無需在每個切割起點停止再啟動,而是利用連續運動直接完成切割路徑,顯著降低加減速帶來的時間損耗並提升效率。此技術特別適用於長板、卷材及薄板等大面積或連續性加工場合,以及規律性圖形(如孔陣列、格狀結構)的高速批量生產。飛切避免了加工停留造成的過熱,能保持相對穩定的熱影響區,減少熔邊與變形,並提升切割表面品質。同時,飛切對控制系統要求嚴格,不僅需要雷射功率與運動軌跡的高度協調,還需要氣壓控制系統能在高速切割下保持穩定、快速響應,以確保輔助氣體流量與壓力即時匹配,從而保證切割精度與穩定性。
飛切技術對氣壓穩定性的挑戰:為何毫秒級響應是關鍵?
飛切技術要求在高速運動中同步進行雷射切割,對氣壓控制系統提出了極高挑戰。氣壓必須具備快速響應能力,才能跟上雷射機台的運動速度。氣壓輸出還需要高穩定性與線性度,讓微小信號變化能夠精確反映在壓力和流量上,避免因抖動造成切割偏差。低死區與低滯後特性同樣不可或缺,確保在高速薄板或卷材加工時,切割頭與材料運動能保持同步。若氣壓控制不穩定,容易造成熔邊增大、切割精度下降或加工速度受限。高性能壓力比例閥因而成為飛切技術實現高效率、高精度加工的核心,對整個系統的穩定性與加工品質具有決定性影響。
麒暘壓力比例閥-雷射飛切技術應用優勢
| 優勢維度 | 技術特性與規格 | 對客戶的實際價值 (效益) |
|---|---|---|
| 動態響應 | 毫秒級 (ms) 即時調整能力 | 滿足高速切割與飛切需求,路徑切換不延遲 |
| 控制精度 | 輸出壓力解析度高達 ±0.1% | 確保每一批次、每個位置的切口品質高度一致 |
| 系統穩定性 | 具備自動補償功能,不受管路壓力波動影響 | 保持氣流穩定,避免切割中斷或品質不均 |
| 加工品質 | 精確控制輔助氣體流量與壓力 | 減少毛邊、掛渣、氧化發黃,提升切口光潔度 |
| 通訊與集成 | 支援 Modbus 數位通訊、類比電壓 (0-10V) 與電流 (4-20mA) | 可與 CNC、PLC 或 PC 直接連線,實現自動化程式控制 |
| 成本優化 | 單一比例閥取代傳統高低壓雙閥組 | 節省硬體成本,簡化氣路設計,提升維護效率 |
| 節能環保 | 根據工藝曲線精確給氣,避免過度供應 | 降低氮氣與氧氣消耗,顯著減少生產氣體成本 |




